Eastern Red Cedar 6/4 boards air dried for several years and allowed to
acclimate to the basement humidity which is controlled.


Cedar boards have been ripped to rough thickness and width prior to
milling the radius portion on the lid blanks. About 1/3 or more of the
raw boards will end up in scrap material due to large knots or wrong grain
orientation.

Cedar lids have the radius portion milled, handle portion shaped and
trimmed to final length.

Trimming the 45 degree angles on each corner of lids. It would be
just as easy to power sand the corners and much safer to prevent chip out,
so doing it the "hard way" on this one! Working harder not smarter.

Semi-finished lids. Talk about being frugal...check out the empty
coffee cans...grin if you must...Hey it works for storage! It does not
hurt to have a good supply of lids on hand since some lids sound better with
different call bodies than others even when the lid or call body is processed from the same board.
Guess it is due to the density of the wood and grain orientation. Once
in a while a call body and lid will not sound like it should and thus ends up in
the scrap pile.

Wood marquetry strips (wood purflings) # 4 being added to a "tuned" box call.
If the call does not sound right after initial and secondary hand tuning and
other lids are tried, it
will be scraped before wood purflings are added and wasted in the process.

Simple fixture to hold the box call during the finishing stages and helps
keep track of the sealer and finish coat applications. Currently not
using the "stitch" or Granada wood marquetry...most collectors like
the #4 wood marquetry pattern better.
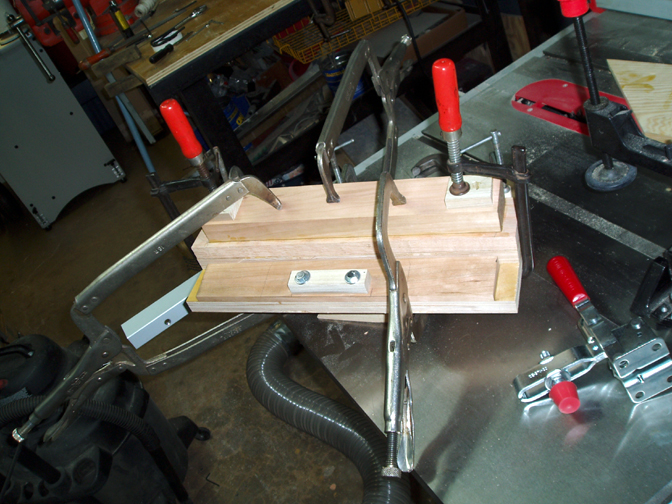
Custom fixture being fabricated.
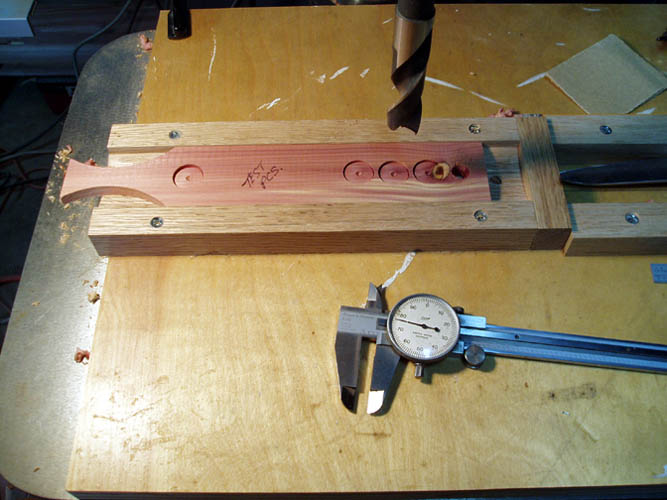
Fixture set-up and test. Every call hand made by me will have
numerous caliper checks along the way, especially the soundboard or side
thickness, depth and width of inside sound chamber. I constantly hit
+- .003 inches of target goal.

Custom commissioned call with strutting turkey inlay in Green abalone
pearl inlaid into Gaboon Ebony insert and then inlaid into the bottom of the
Butternut call. Chisel used to rough out the opening very quickly and
finished with a very small router. The finished call above now
belongs to Jim Yarboro of Gun Barrel City, Texas and he harvested a Rio
Grand long beard with the call. See the
Photo Gallery home page for
the pix and info.

Poplar call blank being routed/carved testing out new sound chamber
design set-up. I call this chamber my Torpedo Nose taper.
The sound chamber is not completed in the above photo. Below is a
cut-away of the profile of the call before any tuning takes place and easy
to see where my torpedo nose taper got it's name. Without proper
fixturing and tooling, this is a very difficult sound chamber to execute
without CNC routers/carvers and
I normally hit within a few thousands of an inch on the taper and side wall
thickness. I do this without the usage of CNC routers/carves but with
traditional woodworking techniques, but with accurate fixtures.


Above July 1980 Neil Cost call getting measurements documented. Call is not
owned by me or for sale! I have personally had my micrometers,
calipers and other precision measuring tools on other top call makers
designs as part of research and development constantly adding new data to
assemble bits and pieces in the quest for knowledge. Nell Cost set the
standard for call makers, however many "custom
call makers" simply copy his design; e.g., box call cavity
shape, inlay, checkering patterns and even go as far as to say their calls
are hand hewn trying to give credence to
their call. There was only one Neil Cost and anyone copying his
designs shows no originality whatsoever, however
"Imitation is the highest form of flattery".

Mother of Pearl oyster shell material .050 inches thick cut with a jewelers
saw blade less than .014 inches in saw blade width into designs suitable for
inlaying into the box call lid and sides using a small router operated
freehand. No jigs or templates used since no two pieces of the inlay
with be exactly the same since they are hand cut by eye following a paper
layout pattern and not with a CNC or laser machine. As you can see
from the pix above, the inlays are delicate and bold, yet pleasing to the eye
with saw blade cut back detail and yet with enough variation to recognize
they are hand cut. It takes time and patience to execute designs of
this type.

You definitely need to be on the State Eye Glasses plan to see and following
the cutting pattern with this fine saw blade!

Above pix of mother of pearl designs being inlaid into a Eastern Red Cedar
lid. There just is no easy shortcuts when inlaying mother of pearl by
hand. The center portion of the design is dry fitted into the hole
that was hand routed out with an extremely small solid carbide router bit.
The right portion of the lid has the scribed pencil lines from the inlay and
ready to begin routing out the cavity for the inlay to rest flush with the
top of the lid. After all inlays are dry fitted they will be glued in
place with a cedar color matching epoxy filler material and will get sanded
after the filler has set a day or two.
This process is very time consuming, expensive and rarely do you see
a custom inlaid turkey box call of this caliber except in the most serious
box call collections. The above call will go into a private collection
when completed.
Click on below thumbnail pixs for a larger screen view of the process:




I have a tutorial on how to cut and inlay mother of pearl located at the
banjo construction
page. I used an air driven small die grinder to route the grooves for
the inlays and a 1/32 inch diameter solid carbide spiral up cut router bit.
The Eastern Red Cedar lid was stained black using alcohol based aniline
based dye and will be sprayed with several coats of clear lacquer.
BILL PORTER'S SHOW CASE CALL

Above lid placed on a figured black walnut call body completed on
06-22-2022. I inlaid the above lid a long time ago and finally got
around to putting it on a call base worthy of the lid. This call will
be for my display case, however I might call an ole long beard in just for
fun and not fire a shot!
The deer antler used in the pix a few paragraphs above, ended up being the handle for a custom
knife located at this
link.
I no longer donate calls to NWTF chapters or support the organization
due to alcoholic bars set up with free drinks as a means to
inebriate potential high dollar spenders and bidders at their banquets.
This is a disgusting and immoral way to conduct business to raise money in my
humble opinion! Also, the usage of
"bar maids" (literally and figuratively) to serve the drinks and assist in the auction is
low class. When you are
of the world, this is a normal protocol.
Web page updated by Bill aka Mickey Porter on 11-26-17.
LEAVING ON A
SPIRITUAL NOTE
If you do not know Jesus Christ as your Lord and Savior, please take this
moment to accept him by Faith into your Life, whereby Salvation will be
attained.
Ephesians 2:8 - 2:9 8 For by grace are ye saved through faith;
and that not of yourselves: [it is] the gift of God: 9 Not of works, lest
any man should boast.
Hebrews 11:1 “Now faith is the substance of things hoped for, the
evidence of things not seen.”
Romans 10:17 “So then faith cometh by hearing, and hearing by the
word of God.”
Open this
link about faith in the King James Bible.
Romans 10:9 “That if thou shalt confess with thy mouth the Lord
Jesus, and shalt believe in thine heart that God hath raised him from the
dead, thou shalt be saved.”
Open this
link of Bible Verses About Salvation, King
James Version Bible (KJV).
Hebrews 4:12 “For the word of God is quick, and powerful, and
sharper than any two edged sword, piercing even to the dividing asunder of
soul and spirit, and of the joints and marrow, and is a discerner of the
thoughts and intents of the heart.”
Romans 6:23 “For the wages of sin is death; but the gift of God is
eternal life through Jesus Christ our Lord.”
Romans 3:23 “For all have sinned, and come short of the glory of
God;”
Micah 6:8 “He hath shewed thee, O man, what is good; and what doth
the LORD require of thee, but to do justly, and to love mercy, and to walk
humbly with thy God?”
Philippians 4:13 "I can do all things through Christ which
strengtheneth me."
HOME PAGE






